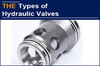
Many manufacturers cannot avoid hole position drift of hydraulic valve blocks. A

$ 30 /unidad
IVA no incluido
Cantidad mínima: 100 unidades
Tiempo de entrega: 3 meses
Envío a:
Todo el mundo
Descripción de
Many manufacturers cannot avoid hole position drift of hydraulic valve blocks. A
:
Jone is a hydraulic customer from Canada. In recent years, his purchasing of hydraulic valves has been very smooth. However, an urgent order of 200 hydraulic valve blocks in his hand recently gave him a headache. The customer reported that 70% of the hydraulic valve blocks had large coaxiality deviation between the hole and the outer circle, which damaged the thread of the cartridge valve during assembly. The customer requested him to replenish half of the hydraulic valve blocks within 15 days, but the original manufacturer of the hydraulic valve blocks had to surrender. Although the lathe processing parameters were adjusted, and even the hydraulic valve block materials were changed, the hole position drift could not be solved, that is, the coaxiality deviation between the hole and the outer circle was large. Jone consulted more than 20 hydraulic valve block manufacturers before and after. Most of the manufacturers said that they could not completely avoid the drift generated during the drilling process of the hydraulic valve blocks, which could only be controlled between 1-2%, but the customer's requirements could not be higher than 1%. A week had passed, and Jone was still unable to give a plan for the aftermath, and his boss was not satisfied.
Jone, introduced by his friend Blake, who is also my old customer, sent me an email. According to his hydraulic valve block drawings and the layout of the holes, I told him that during deep hole drilling, there would be symmetry errors between the two cutting edges of the drill bit, or the sharpness of the drill bit would be inconsistent after wear, which would cause the hole position to drift. Under normal circumstances, for example, it is difficult to control the 100mm drift value at 0.1mm, that is, the error of 1 %. There are really not many hydraulic valve block manufacturers who can meet his customer's requirement standard. Even if the hole is reamed after drilling, the hole position drift caused by drilling cannot be corrected. However, 3 years ago, AAK did not adopt this traditional processing method and matured the new processing technology. Jone asked me to help replenish the goods directly. The customer had no time to wait for the samples.
Three weeks later, AAK sent a replenishment of 100 hydraulic valve blocks and told Jone not to worry about the problem of hole drift that the original manufacturer could not solve. AAK hydraulic valve block is processed by using the outer circle to adapt to the inner hole, which is not only less than 1 % of the error, but also has no deviation in the coaxiality between the hole and the outer circle. Here is how our workshop processes it:
(1)Blanking, with a total length allowance of 2mm.
(2)Lathing the left end face to be shiny, rough lathing the outer circle to be φ 35.5mm.
(3)Clamp the rough turned excircle at the left end and finish turning the right end face to ensure a total length of 80 ± 0.05 mm. Drill and ream φ 4.9 ± 0.05 mm through hole.
Jone, introduced by his friend Blake, who is also my old customer, sent me an email. According to his hydraulic valve block drawings and the layout of the holes, I told him that during deep hole drilling, there would be symmetry errors between the two cutting edges of the drill bit, or the sharpness of the drill bit would be inconsistent after wear, which would cause the hole position to drift. Under normal circumstances, for example, it is difficult to control the 100mm drift value at 0.1mm, that is, the error of 1 %. There are really not many hydraulic valve block manufacturers who can meet his customer's requirement standard. Even if the hole is reamed after drilling, the hole position drift caused by drilling cannot be corrected. However, 3 years ago, AAK did not adopt this traditional processing method and matured the new processing technology. Jone asked me to help replenish the goods directly. The customer had no time to wait for the samples.
Three weeks later, AAK sent a replenishment of 100 hydraulic valve blocks and told Jone not to worry about the problem of hole drift that the original manufacturer could not solve. AAK hydraulic valve block is processed by using the outer circle to adapt to the inner hole, which is not only less than 1 % of the error, but also has no deviation in the coaxiality between the hole and the outer circle. Here is how our workshop processes it:
(1)Blanking, with a total length allowance of 2mm.
(2)Lathing the left end face to be shiny, rough lathing the outer circle to be φ 35.5mm.
(3)Clamp the rough turned excircle at the left end and finish turning the right end face to ensure a total length of 80 ± 0.05 mm. Drill and ream φ 4.9 ± 0.05 mm through hole.
Hydraulic Valve Block
No Drift
ID producto: 12751880
| Referencia: AAK268
| Vendido por:
AAK INDUSTRY CO., LTD
Fecha de alta del producto 23/07/2022
-
Modificado por el vendedor 23/07/2022
Productos relacionados con
Many manufacturers cannot avoid hole position drift of hydraulic valve blocks. A

Diode Laser, Laser de Diode para la depilacion, fotodepilacion, laser depilacion
A convenir
Medical Beauty
Advantages1. Suitable for any color of hair2. Suitable for any kind of skin3. Diode laser hair removal is safe, fast and high efficiency4. International Hair Removal Golden Standard.5. Permanent...

14-26" Truck Tire Changer Car tyre changing machine
$ 2,200 /ud
Henan Lycoda Industrial Co.,Ltd
The best seller- 26" truck tire changer, also so car or suv tyres, if you want to change your wheel, it is your smart choice to choose our tyre changing machine. Model LY160Rim diameter:...

Fotodepilacion, hair removal, depilacion machine, elight+shr
A convenir
Medical Beauty
Shr technology:Shr=Super Hair Removal, it's a revolutionary technology of hair removal which is having a sweeping success.1. Shr machine is with Single pulse mode can emit energy averagely,...

Elight IPL+RF para depilación/eliminar las arrugas/rejuvenecimiento
A convenir
Medical Beauty
Shr technology:Shr=Super Hair Removal, it's a revolutionary technology of hair removal which is having a sweeping success.1. Shr machine is with Single pulse mode can emit energy averagely,...

Elight+shr hair removal, depilacion, fotodepilacion, permanent hair removal
A convenir
Medical Beauty
The theory of Elight (ipl + rf)Advanced technologies: bipolar rf (radio frequency) + ipl(intense pulsed light), can be used together or separately. Perfect treatment results can be expected. The rf...

Máquina de corte por láser láser de fibra de metal CNC de 3kw
A convenir
Jinan DXTECH CNC Machine Co., Ltd.
Machine Features 1: Suitable for all metal materials; 2: Suitable for metal sheet, pipe and tube; 3: Suitable for all metal process industrial, such as Automatic, Hardware, House ware,...
Innotox 50ui 100ui-Toxina Botulínica Tipo A
$ 45 /ud
Hebei Kouxuan Technology Co., Ltd
Innotox 100ui-Botulinum Toxin Type A Innotox 100 iu is an A botulinum toxin in the form of a finished liquid phase. However, this does not require breeding. In fact, one ready-made solution...

5T gantry large vehicle 2 post car lift truck lift
$ 2,300 /ud
Henan Lycoda Industrial Co.,Ltd
This 2 post car lift is for holding 5T truck or large vehicle when the worker repair them, it is gantry type. Hydraulic lock release. With 5mm thickness steel, strong enough to hold the large...

Restylane lyft Lidocaína rellenos de piel ha mejorados en los labios AS
$ 26 /pqte
Hebei Kouxuan Technology Co., Ltd
How does Restylane Lyft work? Restylane Lyft consists of individual injections that contain hyaluronic acid, lidocaine, and water. The combination of HA and water creates a plumping effect, which...

Aluminum Extrusion Profiles, Standard or Custom
A convenir
Cantidad mínima: 3.0 ud
GARCO
GARCO is a leading specialist in manufacturing high-tech custom aluminium extrusions across many industries, from windows to medical equipment worldwide. A dedicated production unit, which is used...

Custom Extruded Products - Grupo GARCO
A convenir
Cantidad mínima: 3.0 ud
GARCO
GARCO is a leading specialist in manufacturing high-tech custom aluminium extrusions across many industries, from windows to medical equipment worldwide. A dedicated production unit, which is used...

Pdrn Crecimiento Del Cabello Placentex Melsmon Placenta
$ 33 /ud
Hebei Kouxuan Technology Co., Ltd
PDRN injection Mesotherapy treatment for skin rejuvenation. The injection of PDRN makes it possible to rejuvenate the skin thanks to the biological molecules Polydeoxyribonucleotide (PDRN). A PDRN...

Inyecciones de Botox Toxina Botulínica Botox 100iu 150iu
$ 40 /ud
Hebei Kouxuan Technology Co., Ltd
Botox injections work by weakening or paralyzing certain muscles or by blocking certain nerves. The effects last about three to twelve months, depending on what you are treating. The most common...

Coffee capsule filling and sealing machine
A convenir
Ruian Xuanhai Machine Co.,Ltd.
Specifications1.automatic feed coffee capsules/cups 2.automatic fill coffee powder as precise weight 3g, 5g,7g, 3.automatic feed foil,seal equipment has functions as belowing : K cup feeding...

China diodo láser portátil 808nm/810nm depilación definitiva
A convenir
Medical Beauty
1.Teoría808NM System uses the unique laser with long pulse width 808nm to penetrate into hair follicle.Using the theory of selective optical absorption, laser can be preferentially absorbed by the...