The Accuracy problem of the Hydraulic Cartridge Relief Valve can not be solved i

$ 30 /unidad
IVA no incluido
Cantidad mínima: 100 unidades
Tiempo de entrega: 3 meses
Envío a:
Todo el mundo
Descripción de
The Accuracy problem of the Hydraulic Cartridge Relief Valve can not be solved i
:
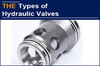
The original cartridge valve manufacturer could not improve the cone hole roundness and surface roughness of the hydraulic cartridge relief valve. AAK used 3 skills to ensure that the cone hole roundness of the hydraulic cartridge relief valve was within 0.003, the surface roughness was Ra0.6, and it was linear sealed, without leakage, helping Salim out of the after-sales trouble that has stumped him for in 3 months.
Salim is from Chile. A batch of hydraulic cylinders of their company have been complained by customers that they are unstable. After checking, it was found that the hydraulic cartridge relief valve was leaking, which caused the abnormal operation of the oil cylinder. The root cause was the roundness of the cone hole and the surface roughness. The engineer requires to replace the hydraulic cartridge relief valve, and the cone hole roundness is within 0.005, and the surface roughness is below Ra0.8, which can completely solve the hidden danger. The original manufacturer of the hydraulic cartridge relief valve said that the new requirements is 50% higher than before, but he was willing to try. He made samples twice, but still failed to meet the standard. 3 months passed without any result. The customer was unhappy and Salim was worried.
Salim contacted me under the introduction of AAK's old customer Robert. According to his introduction above, the parameter requirements alone are not a big problem, but the internal structure of the original hydraulic cartridge relief valve should be considered. Our engineer reviewed his drawings and the anatomical drawing of the original hydraulic cartridge relief valve manufacturer, and came up with the plan 2 days later. Salim asked AAK to make samples. After 35 days, AAK sent 12 hydraulic cartridge relief valves. 3 weeks later, Salim emailed that after replacing the hydraulic cartridge relief valve of the original manufacturer, the hydraulic cylinder worked normally.
At the beginning of last month, Salim sent a PO for 240 hydraulic cartridge relief valves. 8 months later, the customer no longer complained about the hydraulic cylinder. His boss was very satisfied with the accuracy of AAK hydraulic cartridge relief valves. The taper hole roundness was within 0.003, the surface roughness was Ra0.6, and it was linear sealed and leak free. All their hydraulic cylinders in stock should be replaced with AAK hydraulic cartridge relief valves. AAK engineers improved the processing technology with 3 skills for the internal structure of the hydraulic cartridge relief valve:
1. The valve seat of the hydraulic cartridge relief valve shall be turned. First, rough holes shall be drilled. The rotation speed of the drill is 1500~1800r/min, and the feed speed is 140~160mm/min. Then, the bottom hole of the thread shall be machined at the bottom of the rough hole. In the middle section of the rough hole, an enlarged hole shall be machined with a boring cutter.
Salim is from Chile. A batch of hydraulic cylinders of their company have been complained by customers that they are unstable. After checking, it was found that the hydraulic cartridge relief valve was leaking, which caused the abnormal operation of the oil cylinder. The root cause was the roundness of the cone hole and the surface roughness. The engineer requires to replace the hydraulic cartridge relief valve, and the cone hole roundness is within 0.005, and the surface roughness is below Ra0.8, which can completely solve the hidden danger. The original manufacturer of the hydraulic cartridge relief valve said that the new requirements is 50% higher than before, but he was willing to try. He made samples twice, but still failed to meet the standard. 3 months passed without any result. The customer was unhappy and Salim was worried.
Salim contacted me under the introduction of AAK's old customer Robert. According to his introduction above, the parameter requirements alone are not a big problem, but the internal structure of the original hydraulic cartridge relief valve should be considered. Our engineer reviewed his drawings and the anatomical drawing of the original hydraulic cartridge relief valve manufacturer, and came up with the plan 2 days later. Salim asked AAK to make samples. After 35 days, AAK sent 12 hydraulic cartridge relief valves. 3 weeks later, Salim emailed that after replacing the hydraulic cartridge relief valve of the original manufacturer, the hydraulic cylinder worked normally.
At the beginning of last month, Salim sent a PO for 240 hydraulic cartridge relief valves. 8 months later, the customer no longer complained about the hydraulic cylinder. His boss was very satisfied with the accuracy of AAK hydraulic cartridge relief valves. The taper hole roundness was within 0.003, the surface roughness was Ra0.6, and it was linear sealed and leak free. All their hydraulic cylinders in stock should be replaced with AAK hydraulic cartridge relief valves. AAK engineers improved the processing technology with 3 skills for the internal structure of the hydraulic cartridge relief valve:
1. The valve seat of the hydraulic cartridge relief valve shall be turned. First, rough holes shall be drilled. The rotation speed of the drill is 1500~1800r/min, and the feed speed is 140~160mm/min. Then, the bottom hole of the thread shall be machined at the bottom of the rough hole. In the middle section of the rough hole, an enlarged hole shall be machined with a boring cutter.
Accuracy Process Skill
Hydraulic Cartridge Relief
ID producto: 13651823
| Referencia: AAK419
| Vendido por:
AAK INDUSTRY CO., LTD
Fecha de alta del producto 21/12/2022
-
Modificado por el vendedor 21/12/2022
Productos relacionados con
The Accuracy problem of the Hydraulic Cartridge Relief Valve can not be solved i

14-26" Truck Tire Changer Car tyre changing machine
$ 2,200 /ud
Henan Lycoda Industrial Co.,Ltd
The best seller- 26" truck tire changer, also so car or suv tyres, if you want to change your wheel, it is your smart choice to choose our tyre changing machine. Model LY160Rim diameter:...

5T gantry large vehicle 2 post car lift truck lift
$ 2,300 /ud
Henan Lycoda Industrial Co.,Ltd
This 2 post car lift is for holding 5T truck or large vehicle when the worker repair them, it is gantry type. Hydraulic lock release. With 5mm thickness steel, strong enough to hold the large...

Elight+shr hair removal, depilacion, fotodepilacion, permanent hair removal
A convenir
Medical Beauty
The theory of Elight (ipl + rf)Advanced technologies: bipolar rf (radio frequency) + ipl(intense pulsed light), can be used together or separately. Perfect treatment results can be expected. The rf...

Fotodepilacion, hair removal, depilacion machine, elight+shr
A convenir
Medical Beauty
Shr technology:Shr=Super Hair Removal, it's a revolutionary technology of hair removal which is having a sweeping success.1. Shr machine is with Single pulse mode can emit energy averagely,...

Elight IPL+RF para depilación/eliminar las arrugas/rejuvenecimiento
A convenir
Medical Beauty
Shr technology:Shr=Super Hair Removal, it's a revolutionary technology of hair removal which is having a sweeping success.1. Shr machine is with Single pulse mode can emit energy averagely,...
Máquina de corte láser de fibra CNC Metal acero inoxidable 3000W 4000W
A convenir
Jinan DXTECH CNC Machine Co., Ltd.
Fiber Laser Cutting Machine 1000W/2000W/3000W fiber laser cutter is suitable for metal cutting such as Stainless Steel Sheet, Mild Steel Plate, Carbon Steel, Alloy Steel Plate, Spring steel Sheet,...

Juvederm 2 * 1 ML ultra 3 ultra 4 inyección de ácido hialurónico en gel relleno
$ 55 /pqte
Hebei Kouxuan Technology Co., Ltd
Hyaluronic acid (HA) is a naturally occurring substance that keeps skin moisturized and soft. JUVÉDERM® fillers are nonsurgical options that contain a modified form of HA. Treatment with JUVÉDERM®...

Máquina de corte láser CO2 tablero de espuma 300W no metal
A convenir
Jinan DXTECH CNC Machine Co., Ltd.
Partes principales 1. Taiwán alta velocidad y alta precisiónGuía linealCarril 2 de alta precisiónCremallera helicoidalSistema de 3LEADSHINEMotor 4. Tubo de láser CO2 sellado 5RuidaSistema de...

Máquina de corte láser de fibra de carbono para acero
A convenir
Jinan DXTECH CNC Machine Co., Ltd.
Área de procesamiento 1500mm * 3000mm Potencia de fibra 1000W/1500W/2000W/3000W/ 6000W/8000W Modo de refrigeración Sistema de refrigeración y protección por agua Restablecer la precisión de...

Pdrn Crecimiento Del Cabello Placentex Melsmon Placenta
$ 33 /ud
Hebei Kouxuan Technology Co., Ltd
PDRN injection Mesotherapy treatment for skin rejuvenation. The injection of PDRN makes it possible to rejuvenate the skin thanks to the biological molecules Polydeoxyribonucleotide (PDRN). A PDRN...

Máquina de corte por láser láser de fibra de metal CNC de 3kw
A convenir
Jinan DXTECH CNC Machine Co., Ltd.
Machine Features 1: Suitable for all metal materials; 2: Suitable for metal sheet, pipe and tube; 3: Suitable for all metal process industrial, such as Automatic, Hardware, House ware,...

la máquina de embalaje el film de jabón de hotel
A convenir
Ruian Xuanhai Machine Co.,Ltd.
1. Using Air cylinder operation with PLC control.2. Auto pickup and press to twist the flex film, then reclaim rest of film.3. Auto hot press cutting.4. Can pack different shape of soaps without...

Restylane lyft Lidocaína rellenos de piel ha mejorados en los labios AS
$ 26 /pqte
Hebei Kouxuan Technology Co., Ltd
How does Restylane Lyft work? Restylane Lyft consists of individual injections that contain hyaluronic acid, lidocaine, and water. The combination of HA and water creates a plumping effect, which...

Diode Laser, Laser de Diode para la depilacion, fotodepilacion, laser depilacion
A convenir
Medical Beauty
Advantages1. Suitable for any color of hair2. Suitable for any kind of skin3. Diode laser hair removal is safe, fast and high efficiency4. International Hair Removal Golden Standard.5. Permanent...

Mesa de escritorio de 50 vatios para máquina de marcado láser de fibra
A convenir
Jinan DXTECH CNC Machine Co., Ltd.
Fiber Laser Marking Machine Introduction: Fiber Laser Marking Machine is the most advanced marking machine in the world. It replaced the traditional outdated technology, such as screen printing,...